








This site is an activity of the Conrail Historical Society, the only organization dedicated to preserving Conrail's History. Join today!
Browse Our Galleries
Recently Added Conrail Images











Recently Added Survivor Images

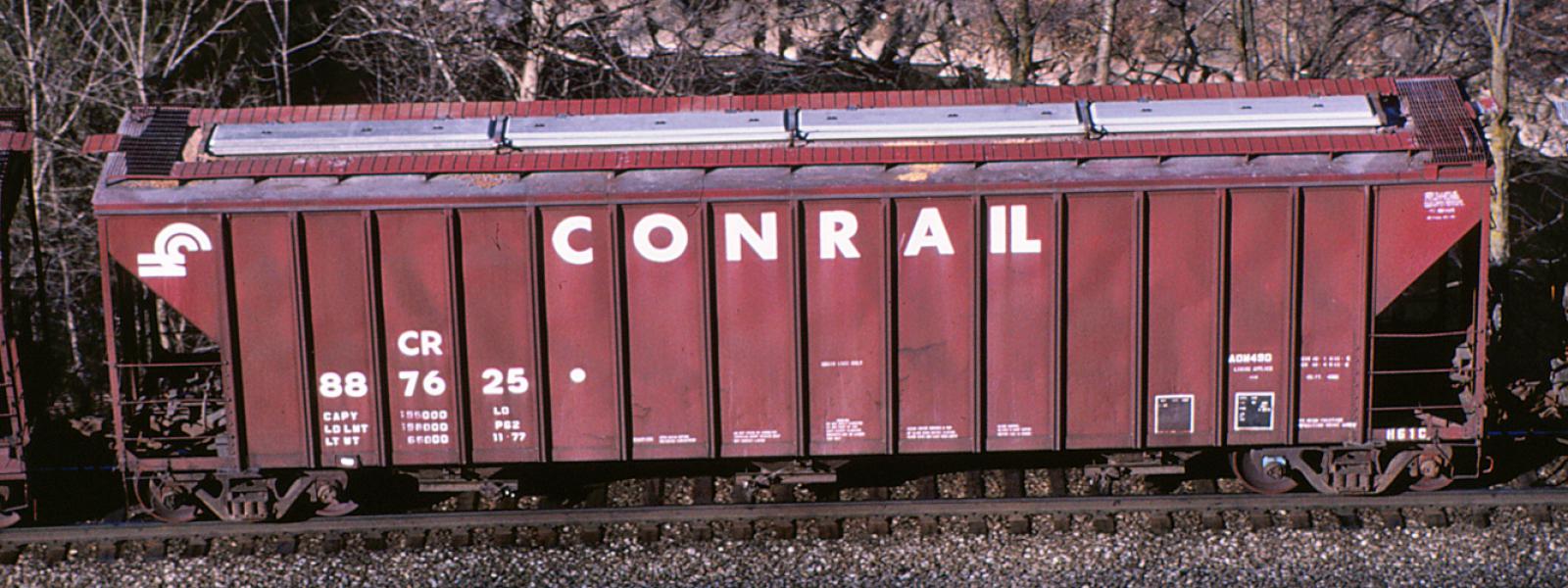
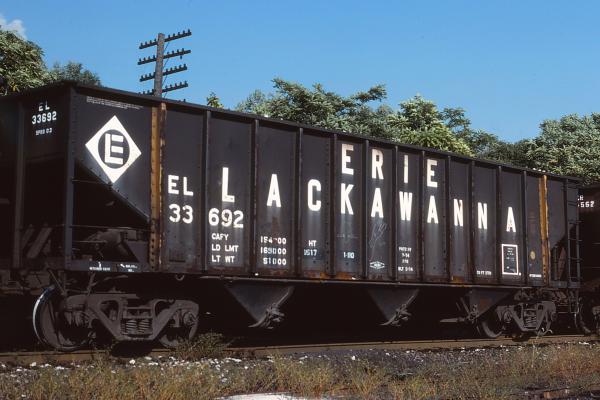
Conrail Scenic and Action Photographs Barry Trogu's Post Conrail Photos Class G52A Conrail Survivors (Equipment After 1999)






Conrail Scenic and Action Photographs Barry Trogu's Post Conrail Photos Class G52A Surviving Class G52A

